

1ère variante : Mesure des géométries 3D
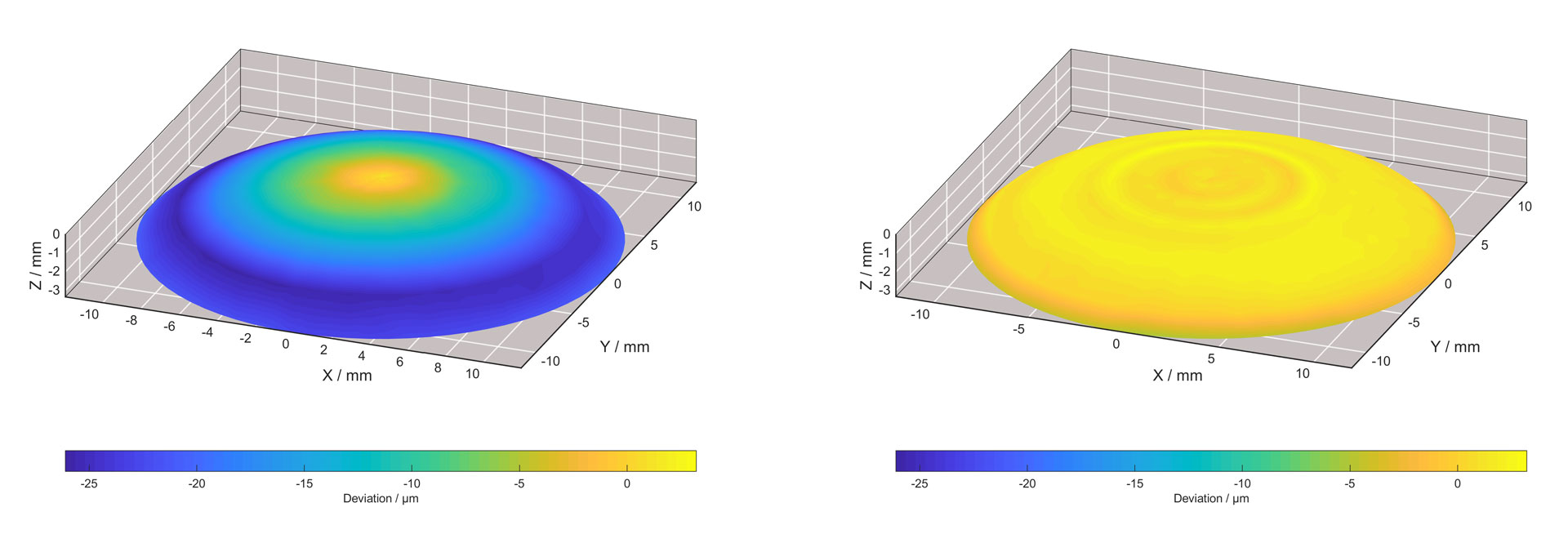
L'exemple d'une lentille asphérique illustre clairement les effets de la fonction 3D-ToolComp : en haut de l'image, on voit bien les écarts de forme qui ont été déterminés par le cycle de palpage 444 après la première passe test. En dessous, la lentille fraisée après compensation des écarts de rayon avec la fonction 3D-ToolComp.
Et voici la procédure à suivre :
1. Effectuez un usinage-test sur une pièce-test avec l'outil
2. Utilisez ensuite un palpeur et le cycle 444 PALPAGE 3D pour mesurer le contour réalisé.
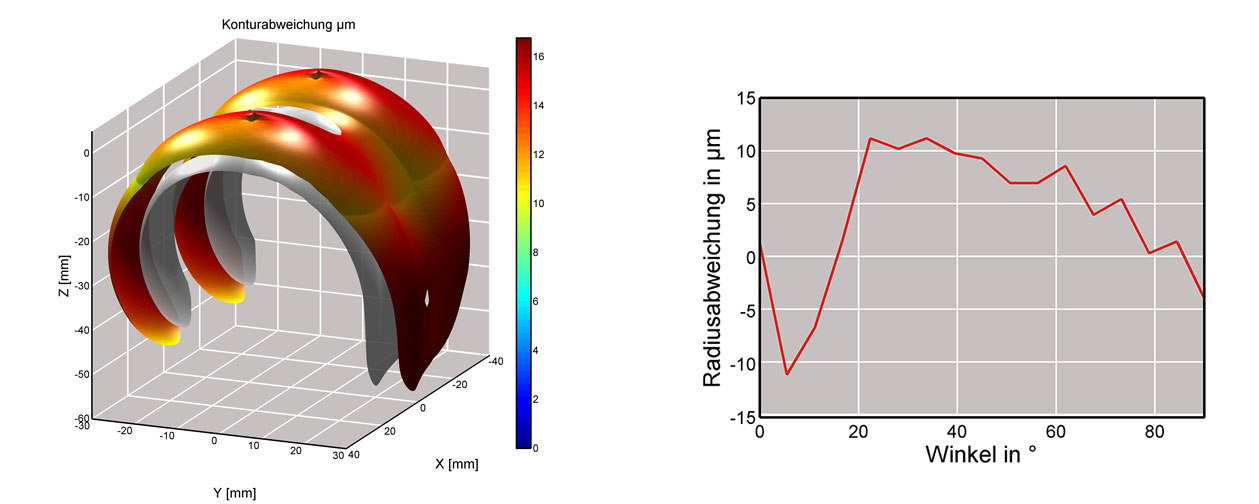
A partir des écarts existants entre le contour fraisé et le contour idéal, vous pourrez immédiatement en déduire les écarts de rayon de l'outil utilisé. Ces écarts seront alors directement inscrits dans le tableau de corrections.
Astuce : Avant de procéder au palpage de la surface de la pièce, effectuez un étalonnage 3D du palpeur avec 3D-ToolComp.
2ème variante : Mesure des outils
La forme de l'outil est mesurée par un système laser et un cycle spécial complètement automatique, de manière à ce que la commande TNC puisse directement utiliser et documenter ces donnés dans un tableau de corrections. Par la suite, vous n’aurez ainsi pas besoin de corriger à nouveau l'outil dans le programme CN.
Astuce : Grâce à une telle procédure, la commande TNC gère automatiquement les influences variables qui sont dues aux erreurs de forme de l'outil, améliorant ainsi la sécurité des processus d'usinage, conformément aux exigences applicables dans la technologie médicale.
Effectuer des contrôles qualité in-process très précis
D'ailleurs, la fonction 3D-ToolComp ne vous sert pas uniquement à corriger des écarts de rayon sur des fraises ou à optimiser des résultats d'usinage : elle vous aide aussi à contrôler très précisément, dans la zone de travail de la machine, la qualité des pièces aux surfaces de forme libre. Pour obtenir des résultats de mesure très précis, commencez par un étalonnage 3D du palpeur avant d'utiliser le cycle 444 PALPAGE 3D avec 3D-ToolComp. Le cycle corrige alors le comportement de commutation du palpeur dans le sens de votre choix.
Le cycle 444 permet de mesurer automatiquement des points sur des surfaces de forme libre. Il vous suffit pour cela de renseigner les points de mesure concernés, avec leurs coordonnées et leur vecteur normal.
- Une fois le palpage terminé, la commande TNC sait automatiquement si le point mesuré se trouve dans la limite de tolérance ou non.
- En outre, le cycle 444 génère automatiquement un rapport de mesure clair, au format HTML.
- Il est également possible d'interroger le résultat par l'intermédiaire des paramètres système pour ensuite, par exemple, initier une reprise d'usinage pilotée par le programme, provoquer un arrêt de programme et émettre un message.