Usinage des 5 côtés d'un parallélépipède
NC4220
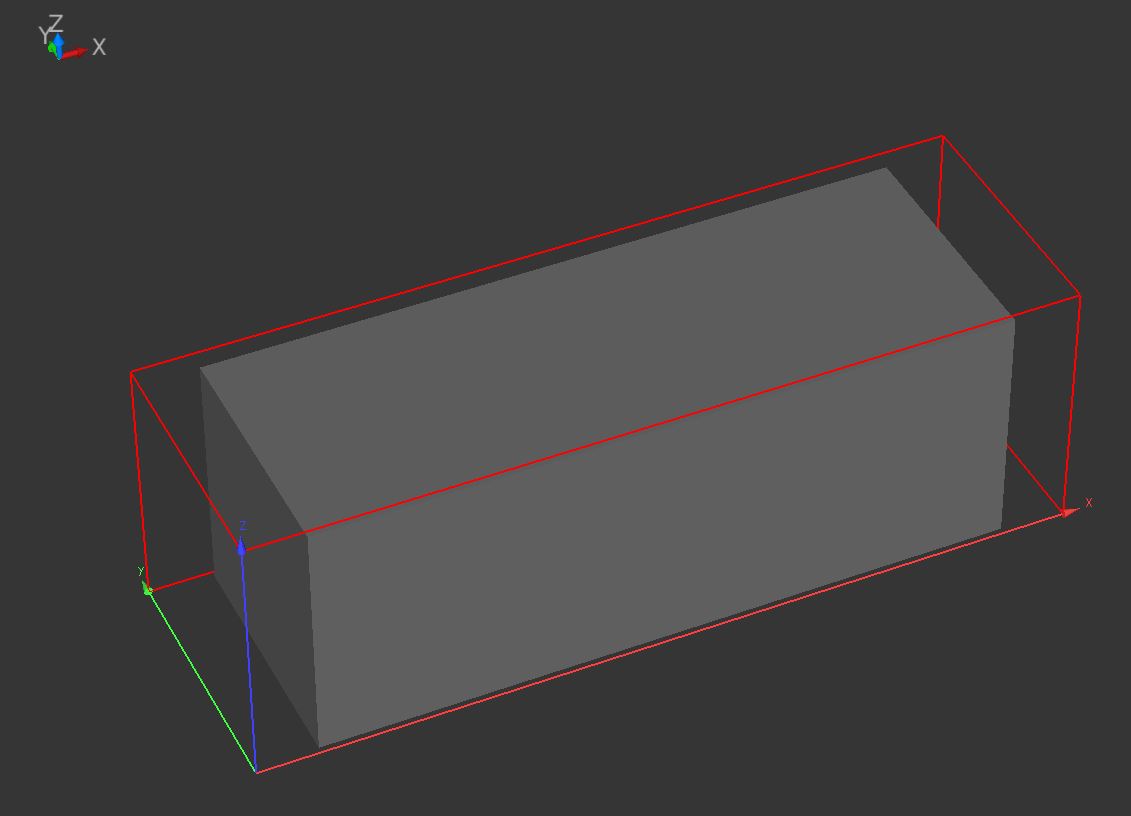
Programme CN permettant d'usiner un parallélépipède à 5 côtés. Le point d'origine doit se trouver au centre de la pièce pour les axes X et Y et sur la partie inférieure de la pièce pour l'axe Z. Vous définissez tous les paramètres nécessaires en début de programme. À partir de ces valeurs, la CN calcule les surépaisseurs latérales et les dimensions de la pièce brute (BLK-Form). Sur les axes X et Y, la CN répartit les différences entre pièce brute et pièce finie en surépaisseurs identiques sur les deux surfaces. Sur l'axe Z, la CN calcule la surépaisseur de manière à ce que la pièce soit uniquement usinée sur le dessus. Après les calculs, la CN calcule sur quels axes un usinage est nécessaire (pièce brute > pièce finie). Si un usinage est nécessaire, elle décale le point zéro sur la surface à usiner, amène l'outil à une position inclinée, incline les axes rotatifs dans la bonne position et usine la surface avec le cycle 232. L'outil est ensuite dégagé et son inclinaison annulée. Puis la CN déplace le point zéro sur la deuxième surface de l'axe d'usinage, effectue de nouveau un déplacement jusqu'à une position inclinée adaptée, incline l'outil et usine cette surface aussi.
Si les cinq surfaces sont à usiner, l'usinage de la surface commence en X+, puis en X-. Puis ce sont les surfaces des côtés Y + et Y- qui sont usinés. Et pour finir, la CN usine la pièce sur l'axe Z.